第一节 镀铂
铂是银白色金属,原子价有二价和四价。在化合物中主要以四价形式存在,四价的标准电位 poPt4+/Pt 为+0.86V,二价铂的标准电位妒。Pt2+/Pt 为+1.19V。铂镀层有很高的化学稳定性,即使在高温下也不氧化。在常温下能耐酸、碱,但溶于王
水。镀铂层硬度高,电阻小,可焊性好,由于存在上述众多优越性,它可以纯粹为了装饰的目的而在首饰制造业中得到了广泛的应用。
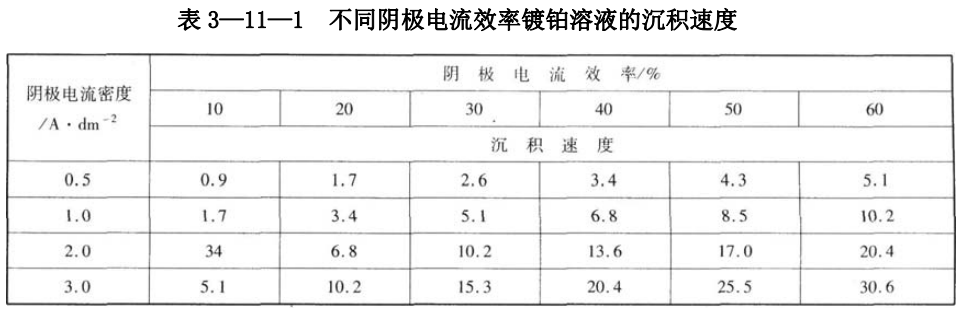
镀铂层还可应用于精密测量仪器的零件、高级外科医疗器械、电真空器件,分析天平砝码等的防护并装饰的涂覆,也有用于化学分析器皿及工业用的电极,但由于铂镀层难以获得完全无孔隙的要求,故不宜完全用镀铂方式来长期代替铂制件的使用。常用的镀铂溶液分碱性和酸性二大类,配方中除辅助材料各有不同之外,其主盐均为亚硝酸二铂,即(P 盐)。从酸、碱性配方分析,碱性配方的电流效率相对较高,性能也较稳定,是目前使用较广的工艺配方。不同电流效率的镀铂液的沉积速度列于表 3—11—l。
1.工艺规范(见表 3—11—2)

2.镀液配制(以配方 1 为例)
配制程序分二个步骤进行,即先配制亚硝酸二氨铂(P 盐),然后再配成镀液,具体程序如下:
(1)亚硝酸二氨铂(P 盐)的配制。
①称取氯铂酸 l959,用热蒸馏水配成 l0%的溶液,溶解后在不断搅拌下,加入由 l70g氯化钾配成 10%的热溶液,两者混合时可见有氯铂酸钾沉淀析出,放置 4h 后抽滤。
②将上述沉淀物移至烧杯中,取 l00mL 蒸馏水将其拌成糊状后置在砂浴上加热,并加人100g 已溶于 150mL 蒸馏水中的亚硝酸钠,当溶液温度上升至 90%以上时会产生气泡,析出二氧化氮气体,继续加热煮沸,直至反应完全,此时溶液呈黄绿色。
③待反应物冷却后加入相对密度为 0.89g/cm3的氨水 4mL,搅拌均匀,当即可见有沉淀析出,放置过夜。
④将沉淀抽滤至干,用蒸馏水洗涤几次后置于 2L 的沸蒸馏水中,待冷却结晶后再次抽干即成为(P 盐),当即装入大口瓶中备用。
(2)配成镀液。
①称取计算量的(P 盐),溶于少量 5%浓度的温热氨水中。
②称取计算量的硝酸铵和亚硝酸钠,将此二种盐混合后溶解在少量蒸馏水中,过滤后加入(P 盐)中。
③将配成后的镀液用蒸馏水补至所需体积并煮沸。
④检测并调整 pH 值至 9~9.5。
⑤通电处理至试镀件镀层光亮,结合牢固后投入正式电镀。
3.镀液成分与工艺条件的影响
(1)亚硝酸二氨铂(P 盐)。P 盐是镀液中的主盐,含量需维持在 10g/L 以上,即金属铂6g/L(亚硝酸二氨铂中铂的含量约 60%),含量过低镀层发灰,严重时发黑,由于铂的价格昂贵,故浓度也不宜过高,且铂含量过高时镀层会出现粗糙。
(2)硝酸铵。硝酸铵是导电盐,它能提高镀液的导电性能和分散能力,新配制时加入,平时不必经常补充。
(3)亚硝酸钠。亚硝酸钠在镀液中起同离子效应,能防止亚硝酸二氨铂的分解,使镀液趋于稳定,新配制时加入,平时不必经常补充。
(4)pH 值。pH 值过高、过低都会严重影响镀层质量,尤其是过低时镀层即有可能发灰、发黑,镀液的 pH 值有变化时应及时予以调整。
(5)温度。溶液温度要控制在 95%以上,温度低不但沉积速度缓慢,且镀铂层还可能出现粗糙并呈灰黑色。
(6)阴极电流密度。阴极电流密度需随镀液中金属铂含量的高低,相应提高或降低,但也不宜过高或过低,宜控制在 1.5A/dm2~2.5A/dm2之间,电流密度低于 1A/dm2时,沉积速度缓慢,镀层发灰、发黑,当高于 3A/dm2时,镀层发生粗糙,严重时还会影响镀层的结合力。
4.镀液维护要点
不同类型镀铂溶液的维护各有不同的要求,其中定期进行化验分析,及时予以补充调整。维护正常的 pH 值,严格掌握操作条件,认真而细致地做好镀件的镀前处理,都是保证产品质量和维护镀液的重要手段,都需严格遵守。 镀铂溶液自身存在的不足也应注意,例如:
(1)铜件不可直接镀铂,必须预先镀银;
(2)电流效率低。
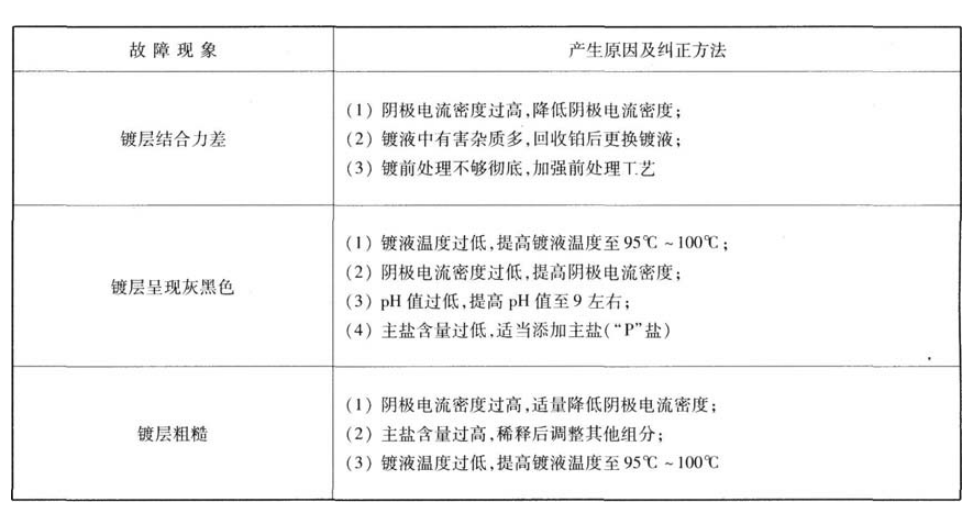
镀铂溶液常见的故障和纠正方法见表 3—11—3。

5.不合格镀层的退除和废液回收
(1)不合格镀层的退除方法。由于铂的化学稳定性极高,目前还没有在不损伤基体的条件下退除铂镀层,只有破坏基体,回收高价的铂。 对于底层为镍、银、钢的零件可用 1 份盐酸和 3 份硫酸(体积比)在室温下退除,或在镀液中用阳极溶解法退除,用石墨电极作阴极。 对于底层为钼的零件镀铂可用 1 份硝酸和 3 份硫酸加 2 份水(体积比)在 90℃高温下退除
(2)废液中铂的回收。从废液中回收铂时,可用盐酸酸化并通入硫化氢(H2S)气体,将沉淀下来的硫化铂过滤出来,干燥。在空气中煅烧,还原成金属铂。
第二节镀铑
镀铑层呈银白色略带浅蓝色的有光泽金属,原子价为三价,标准电位 p。Rh3+/Rh 为0.68V,溶点为 l970℃,相对密度为 12.49/ClTl3。 铑的化学性能稳定,在大气中对硫化物及二氧化碳,在室温下对硝酸、盐酸、王水和碱均有较高的稳定性,但溶于浓硫酸。
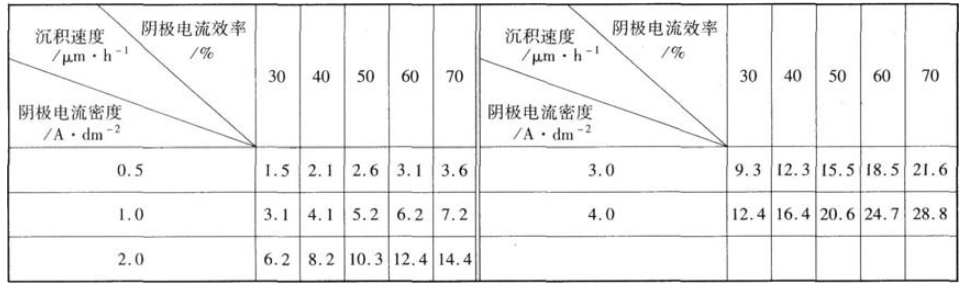
铑的耐磨性和导电性能良好,接触电阻小,反射系数高达 80%,且长时间保持不变色。但镀铑层不能焊接,应力大,当厚度超过 3μm 时容易产生龟裂。只适宜镀薄层,用于防银变色的铂层厚度达 0.1μm 即可满足要求,装饰件控制在 0.05μm~0.1μm,工业上主要用于为提高接插元件的耐磨性,厚度也只需 0.4μm 左右。 铑的另一不足之处是超过 400%时会氧化变色,价格较为昂贵,但铑所赋有的特性是极其可贵的,其密度只有铂的 58%,镀层厚度又相对较薄,铑性能优良。关键是工艺上如何防止镀液的无谓损耗,减少返修,并做好废液的回收和利用。 镀铑溶液的电流效率相对较低。不同电流效率镀铑液的沉积速度列于表 3—11—4。

镀铑液主要有硫酸型、磷酸型和氨基磺酸型三种。 硫酸型镀铑工艺简单,镀液易维护,电流效率相对稍高,但镀层的内应力较大,镀层
易开裂,一般用在镀银层上镀铑,厚度可达 0.5μm~2.5μm。 磷酸型镀铑镀层洁白光泽,耐热性较好,常用于首饰的电镀,镀层厚度一般在 0.025μm~0.05μm 之间,在钢及铁基合金上镀铑可用此镀液。 氨基磺酸型镀铑的镀层厚度可大于 2.5μm,镀层内应力低,工艺掌握合适可以获得无孔隙、少裂纹的目的。
1.工艺规范(见表 3—11—5)

2.镀液配制
(1)按铑:硫酸氢钾以 l:30 的质量比分别称取计量的铑粉和事先已在研钵中研细的硫酸氢钾。
(2)将铑粉和硫酸氢钾拌匀。
(3)取容积大于一倍混合物体积的石英坩埚一只,在此坩埚之内先撒上少量硫酸氢钾,然后将铑粉和硫酸氢钾混合物放人,在此上面再撒上一层硫酸氢钾,盖上盖子以防熔融时迸出而遭到损耗,但需留有缝隙,放入马弗炉内。
(4)将马弗炉的温度先由室温缓慢地升至 450℃,经恒温 1h 后,再升温至 580℃恒温 3h,最后停止加温随炉冷却至室温时取出。化学反应式如下:

(5)将制得的砖红色 Rh2(S04)3,放入 80℃~90℃适量的蒸馏水中,在搅拌下使之完全溶解,过滤后用热蒸馏水洗滤纸数次,将沉淀物和滤纸板在坩埚中灼烧灰皮化后保存,留待下次熔融铑粉时再用。
(6)将滤液加热至 50℃~70℃,在搅拌下缓慢滴人 1:l 的氨水,或 10%浓度的氢氧化钠溶液,使硫酸铑沉淀(注意氨水或棉氢氧化钠溶液加入量要控制好,pH 值在 6.5—7.2之间,若碱加入过量,氢氧化铑会溶解)。 反应式为

(7)将沉淀物过滤,用温热蒸馏水洗涤 4 次~5 次。
(8)将洗涤后的 Rh(OH)3,沉淀并滤纸一起移人烧杯中,加水润湿调成糊状,根据溶液类型滴加 1:1 硫酸或磷酸使沉淀物全部溶解,氨基磺酸型的配方也可先溶解在硫酸中,然后再加入溶好的氨基磺酸。
(9)加入其他成分后用蒸馏水加至工作液面,捞出滤纸,在液面上用蒸馏水洗涤后弃去。
(10)分析、调整后试镀。
3.镀液成分与工艺条件的影响
工艺配方和工艺条件的变化对镀层质量都有影响,具体反应现象有:(以硫酸型和氨基磺酸型为例)
(1)硫酸型:
①铑盐。铑盐是主盐,在一定的工艺条件和工艺配方的范围之内均能获得优质的铑镀层,在此范围内当处于上限时,阴极电流效率可相应提高,镀层的内应力随之降低,能获得光亮度高,又孔隙率又少的镀层。金属铑的含量超过工艺规范的工艺配方时,镀层易出现粗糙,并随工件的带出量增加,造成铑的无谓损耗,应予以合理控制。 硫酸型镀铑液中金属铑最适宜控制在 1g/L~2g/L(薄层)和 4g/L~8g/L(厚层),当
含量低于此值时,镀层的颜色易发红、发暗,孔隙率随之增加,局部还可能镀不上铑。
②硫酸。含一定量的游离硫酸在各自配方中能起到稳定镀液和增加导电率的作用,镀液中所含硫酸的允许范围较大,在配方规范之内(上限至下限),对镀层的外观基本没有影响,但阴极电流效率却随着游离硫酸浓度的增加而有所降低。
③温度。镀铑溶液温度的控制很重要,合适的温度 40℃~50℃,温度过高沉积速度减慢,不仅影响电流效率,而且镀层还会出现粗糙,温度过低,尤其低于 20%时,所获镀层色泽暗淡无光、并出现白雾和斑点。
④阴极电流密度。当阴极电流密度过高时,在阴极上气泡增多,镀层发白,电流效率降低,镀层边缘可能出现脆裂。阴极电流密度过低时,镀层的沉积速度减慢,生产效率降低,镀层出现粗糙无光泽。
⑤阳极。镀铑溶液中采用不溶性阳极,如铂、钛上镀铂,或钛上直接镀铑,但铑层表面易钝化。阳极面积与阴极面积之比以(2—3):1 为宜。
(2)氨基磺酸型:
①铑。铑的含量最适宜控制在 2g/L~4g/L 范围之内,若低于 2g/L,镀层呈现灰色无光泽或呈黄色,当含量超过 4g/L 时镀层表面毛糙。
②氨基磺酸。氨基磺酸在镀液中是络合剂,其含量不应低于 20g/L,一定量的氨基磺酸能增大阴极极化,使镀层细致、光亮、无裂纹,当其含量过高时,阴极电流效率下降,镀层出现黄斑和白雾状,含量过低时,镀层粗糙。
③硫酸铜与硝酸铅。该两种无机盐在氨基磺酸型镀铑工艺中能使铑镀层达到结晶细致、平滑、光亮。实践证明,当镀液中含有 600mg/L 硫酸铜、500g/L 硝酸铅时达到最佳的表面质量,但硫酸铜的含量也不宜过高,否则镀层易发脆,出现裂纹(硝酸铅同样不可过高)。
④温度。最佳的温度范围为 40℃,温度过低镀层会出现黄斑、发白、发雾,镀层不光亮。而温度过高时又会出现镀层粗糙。
⑤阴极电流密度。氨基磺酸型镀铑的电流密度相对较低,适宜的电流密度控制在 0.5A/dm2~1A/dm2之间,电流密度过高或过低会与镀液的温度过高或过低出现相似的现象。
4.镀液维护要点
镀铑用的是不溶性阳极(铑本身作阳极会遭到钝化),必须定期的往电解液中添加铑盐,而镀液中又会过快地积聚与铑一起加入的其他离子,常由此而引起镀层质量恶化,有时不得不从镀液中提取贵重金属而重新配制新镀液。 此外,镀铑前工件表面的活化质量又是防止铑镀层产生裂纹和剥离的重要因素,尤其是镀镍后的镀铑必须连贯进行,否则镍层表面会很快钝化,无法获得牢固的铑镀层。为此工序之间的间隔要尽量缩短,并加强活化予以弥补,在工艺条件上还要掌握以下几点。
(1)相应提高镀液中的主盐浓度;
(2)根据镀件外形、温度等工艺条件,正确配送电流密度;
(3)相应提高镀液酸度;
(4)尽可能采纳上限的溶液温度;
(5)加强镀前处理,严防有机杂质和异类金属杂质进入镀槽;
(6)采取带电入槽手段,严防发生置换现象。
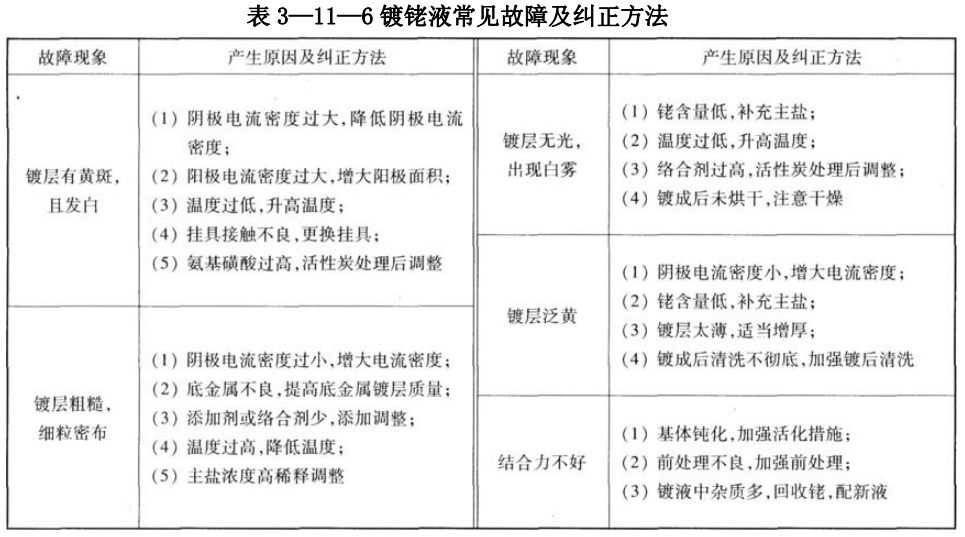
镀铑溶液常见的故障和纠正方法(以氨基磺酸型镀铑为例)见表 3—11—6。
5.不合格镀层的退除和废液回收
(1)不合格镀层的退除方法。
①对镍、银、钢的底层上不合格的镀铑层可用 l 份盐酸、3 份硫酸(体积)室温下退除,或在 10%~20%硫酸液中,以铅作阴极进行阳极电解,当电流大时,镀铑层下的镍层便会通过铑层的气孑 L,使其表面镀层溶解,从而剥离镀铑层。电化学法很难控制镀镍层不受影响。
②对难溶金属底层上不合格的铑层可用 5 份硝酸、3 份硫酸、2 份水(体积)在 90℃条件下退除,或用王水(3 份盐酸、l 份硝酸),(体积)退除,一般难溶金属在王水中也溶解,而镀铑层对王水较稳定,达到回收铑的目的。
(2)废液中铑的回收。从废液中回收铑时,先用盐酸酸化,通入硫化氢气体或加入硫化钠,废液中即有硫化铑沉淀,经过滤,干燥后,在空气中煅烧(并在排气装置下进行),以回收铑。
第三节镀钯
钯呈银白色,原子价为二价,标准电位 poRd2+/Rd 为+0.82V。 钯在高温、高湿或硫化氢的空气中性能稳定,可以长期保持色泽不变,广泛应用于防银层变色,在银层上镀 1“m~21xm 钯即可满足要求。 钯的硬度虽然很低,但钯镀层的硬度却很高,高于金镀层,因此较耐磨,镀层可以钎焊,接触电阻也较小,电子工业中为提高无线电元件及波导器件在工作中的耐磨性,提高滑动接触元件的接触可靠性,也广泛应用镀钯工艺。钯镀层作为镀铑的中间层,有利提高铑镀层的防护与装饰效果。
钯可以直接镀在铜或银的表面,在其他的金属上镀钯必须先镀铜或银作为中间层。 镀钯溶液的电流效率虽稍高于镀铂和镀铑,但也只有 70%~90%,镀钯过程中伴有氢的析出,析出的氢会渗透到镀件基体深处,故薄壁件镀钯时必须注意这一点,防止镀件发生氢脆而影响其力学性能。 不同镀钯液的电流效率各不相同。不同电流效率镀钯液的沉积速度列于表 3—11—7。

1.工艺规范
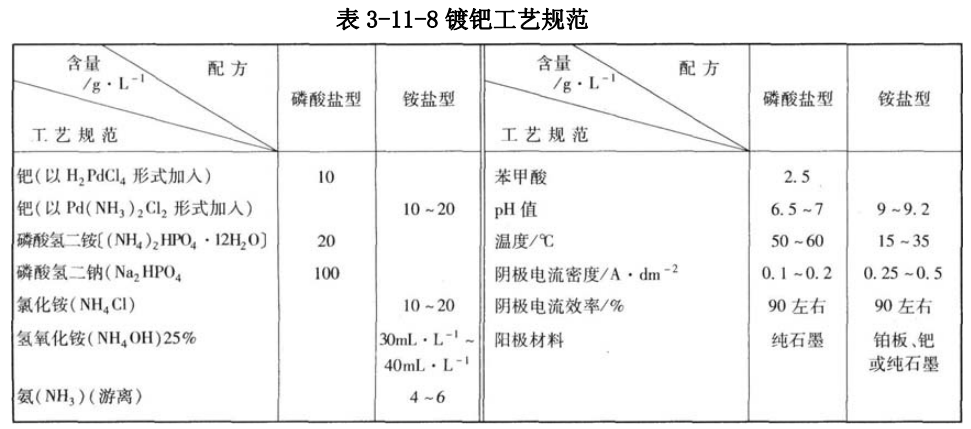
镀钯液的种类虽然较多,但常用的多采用磷酸盐和铵盐两种,铵盐镀液可以在室温和较大电流密度的条件下进行电镀,镀液的配方和工艺规范列于表 3—11—8。
2.镀液配制
(1)磷酸盐型镀钯液的配制。
①氯钯酸(H2PdCl2)的配制。精确称取金属钯屑溶解于热的王水中,待完全溶解后蒸发至干。然后缓缓加入热浓盐酸(按 10g 钯加 10mL 盐酸),润湿干燥的沉淀物,再重新蒸发至于。
②将蒸干的浓缩物溶解在适量的蒸馏水中。
③称取计量的苯甲酸和磷酸氢二铵并分别溶解后与新配制的氯钯酸混合。加蒸馏水至工作容积,经充分搅拌、调整 pH 后即可试镀。
(2)铵盐型镀钯溶液的配制(以配制 1L 为例)。
①二氯化铵钯[Pd(NH3)2Cl2]的配制。
a.精确称取 33g 氯化钯(PdCl2)溶于 60℃~70℃的 50mLl0%的盐酸溶液中,反应式为:

b.当二氯化钯完全溶解后,搅拌下加入 26mL 相对密度为 0.89g/cm3
的氨水,生成红色沉淀,再溶于过量的氨水中,生成绿色二氯化铵钯。反应式为:

e.过滤溶液除去氢氧化铁等杂质,再加入 l0%盐酸,直到完全形成黄红色二氯化铵亚钯[Pd(NH3)2Cl2]沉淀为止。
d.用过滤器过滤并用蒸镏水洗涤沉淀物,直至酸性反应消失(用刚果红试纸测试)为止。
②将配制好的二氯化铵亚钯[Pd(NH3)2Cl2]溶解于配方中规定的氨水中,加入预先溶解好的氯化铵(NH4CI)并加蒸馏水至工作容积,经充分搅拌并调整 pH 值后即可试镀。
3.镀液中主要成分与工艺条件的影响
(1)钯盐。钯盐是主盐,在工艺配方范围内是随着其浓度的上升,所允许的阴极电流密度还可适量提高,并能获得优良的镀层,但当浓度超过或低于工艺配方时即会明显影响镀层质量。
钯盐浓度过低:镀层色泽不均匀,尤其是低电流密度区,阴极析氢加剧,电流效率降低,镀层针孔增加,不利于钯层的防护与装饰。 钯盐浓度过高:镀层出现粗糙,随镀件带出量增加,造成不必要的钯盐损耗。
(2)氯化铵。氯化铵在镀液中起导电作用,同时它与氢氧化铵一起作为缓冲剂,起到稳定镀液 pH 值的作用,氯化铵的浓度过低或过高,对镀层外观有明显影响。 氯化铵浓度过低时,镀层会发花或出现白雾,氯化铵浓度过高时,镀层产生黑色条纹。
(3)游离氨。游离氨主要起控制镀液 pH 值和稳定镀液的作用。浓度过低时阳极会产生黄色沉淀,致使镀液浑浊,镀层粗糙发花。浓度过高时镀液颜色为青绿色,镀层易呈黑色斑点或花纹。
(4)温度。温度是保证镀层质量的重要工艺条件之一,本工艺最佳的温度范围为 20℃~30℃。温度过高镀液中氨易挥发,加重对环境的污染。镀层出现粗糙、发花。 温度过低镀层不亮甚至发黑。
(5)阴极电流密度。阴极电流密度与镀液中钯盐含量有着密切的关联,如钯的浓度在 15g/L 时,电流密度控制在 0.3A/dm2~0.4A/dm2,当钯的浓度为 20g/L 时,允许的电流密度可达 0.5A/dm2。阴极电流密度过高镀层易烧焦,镀件的尖端处出现灰白。 阴极电流密度过低,则镀易发死、发黄。
(6)pH 值。最佳的 pH 值范围控制在 8.9~9.3。
pH 值过高,镀层上易产生气流条纹。
pH 值过低(低于 8),则钯盐沉淀析出,阳极钝化,无法正常工作。
4.镀液维护要点
(1)严格控制主盐含量,始终维持在工艺范围之内。
(2)严格掌握工艺条件,对电流密度、温度的控制尚需采取相应的措施。
(3)严防异类金属混入镀槽,采取带电入槽的操作方法。
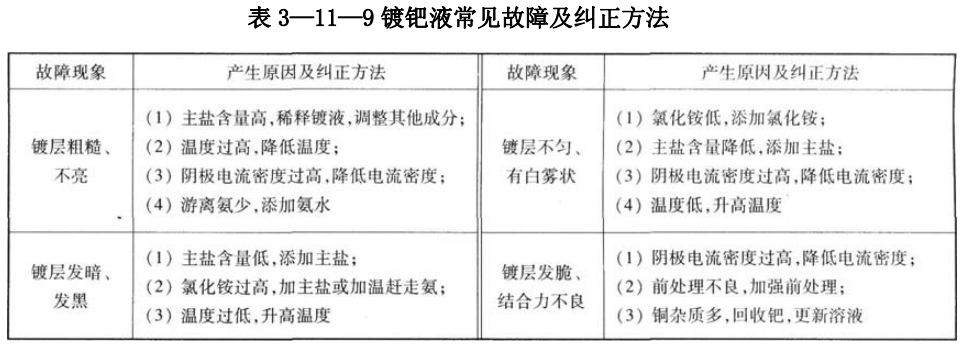
(4)镀液发生故障要及时予以纠正。常见故障和纠正方法见表 3—11—9。
5.不合格镀层的退除和废液回收
(1)不合格镀层的退除:
①电化学法。
用于铜、黄铜或银上不合格钯镀层的退除。配方和工艺条件如下:
氯化钠(NaCl) 53g/L
pH 值 4~5
亚硝酸钠(NaN02) 23g/L
阳极电流密度 8A/dm2~9A/dm2
温度 70℃
阴极材料 不锈钢
此法一般不会腐蚀底层金属,但对于要求表面粗糙度较低的镀件略有影响。
②化学法。
用于铜上不合格钯镀层的退除。
配方和工艺条件如下;
硫酸(H2S04)(密度 l.84g/cm3) 100mL/L
温度 60%硝酸钠(NaN03) 250g/L
(2)废液回收。在废液中回收铑时,可用盐酸先将其酸化,并通人硫化氢气体,或加入硫化钠,使钯沉淀。将沉淀下来的钯过滤、干燥、煅烧,还原成金属钯(操作时应在排气装置下进行)
第四节镀铟
铟质地柔软而可塑、银白色,原子价为 3 价(也有 l 价和 2 价的化合物)。 铟的密度为 7.31g/cm3,溶点 155℃,相对原子质量 114.8,电化当量 1.427g/A·h,在大气中很稳定,不易失去光泽。溶解在硝酸、硫酸和盐酸中。 铟对于润滑油氧化时所生成的有机酸有良好的抵抗能力,镀在铅镀层上并经热处理会引起扩散作用,使铟与铅相互渗透形成铅铟合金,此合金层具有良好的抗蚀性、耐磨性和干润
滑性,极适合作为轴瓦上作减磨层。 铟不易失去光泽,具有极高的反射能力,因而光学仪器的反光镜件多用镀铟来满足这一
特殊要求。
1.工艺规范
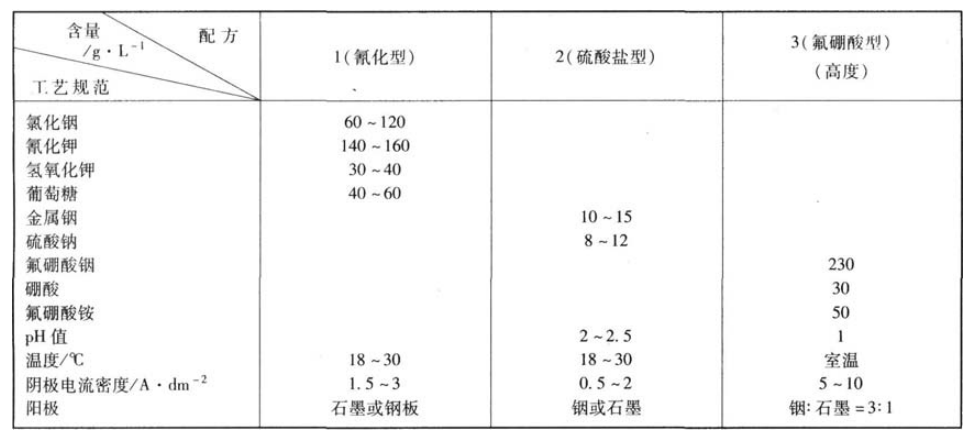
镀铟层可从氰化物、硫酸盐、氟硼酸盐、氟硅酸盐及羟基磺酸盐等多种溶液中获得,其中氰化物、硫酸盐和氟硼酸型三种工艺配方应用较多(见表 3—11—10)。

2.镀液配制(以配方 2 并配制 1L 为例)
(1)称取金属铟 10g~15g,切成小薄片。
(2)按铟的 1:1.4 质量比的比例硫酸并配成 20%浓度。
(3)将硫酸盛在锥形瓶中稍加热。
(4)往锥形瓶中放入铟片使其溶解

本反应式中按金属铟与硫酸之比已稍有过量,以保障金属铟的正常溶解,此时若冒出氢气稀少,加热很长时间铟仍不能完全溶解,反应缓慢,铟片呈灰黑色,有可能配制时计算有误,硫酸的加人量不足,可适量添加,但添加量也不宜过多,以免给调整 pH 值增加难度,并引起配成后溶液中硫酸含量过剩。
(5)将配成的硫酸铟溶液转到已盛有占槽容积 2/3 的蒸馏水中。
(6)用 10%浓度的氢氧化钠溶液中和硫酸铟溶液中过剩的硫酸,使溶液的 pH 达到工艺要求。这时会生成大量的硫酸钠。

(7)根据加入氢氧化溶液的量,计算出溶液中硫酸钠的含量(加入 l0%氢氧化钠溶液1mL,相当于溶液中增加硫酸 0.4g)。
(8)根据计算结果如果硫酸钠尚不足工艺配方可按计算补足。(9)加入蒸馏水至所需体积,试镀合格后投人生产。
3.镀液成分与工艺条件的影响
(1)硫酸铟。硫酸铟是主盐,提供金属离子,其允许浓度范围较宽,对镀铟层和工艺条件都无显著的影响,在正常工艺条件下采用下限为宜,可以节省贵重金属在电镀过程中的损耗。
(2)硫酸钠。硫酸钠是导电盐,其含量往往随着镀液使用期的延长,随着 pH 值的频频变化(调整 pH 时所加入的硫酸和氢氧化钠时的产物,使硫酸钠的含量不断积累)。其浓度在 40g/L 范围之内对镀层质量无明显的影响,若超过此值时镀层会出现粗糙,孔隙增加。 为避免因调整 pH 值时影响镀液中硫酸钠的过快积累,这时可借助于含银 2.5%的铅银合金阳极来代替铟阳极,当镀液中 pH值过高时用铅银合金阳极即可使镀液的 pH值趋于下降,当 pH 值过低时又需及时换成铟阳极。有效的方法是两种阳极转换使用,即可使镀液的 pH
值趋于稳定状态。
(3)pH 值。pH 值变化时对镀层质量有较大影响,除上述提到因调整 pH 值而加快镀液中硫酸钠的积累之外还可能出现下列现象:
pH 值过低,低于 2 时,电流效率降低;
pH 值过高,高于 2.8 时镀层变得较疏松,严重时还可能出现海绵状的镀层,镀液中会有氢氧化铟沉淀,出现这种情况要及时予以调整,或适量添加硫酸,或暂时用铅银合金阳极,待 pH 回落后再更换铟阳极。
4.不合格镀层的退除和废液回收
(1)不合格镀层的退除。不合格铟镀层的退除方法较简便,可在 2 份体积的冰醋酸和 l份体积的双氧水的?昆合溶液中,在室温条件下用化学方法退除。
(2)废液的回收。回收的方法是把沾有镀铟溶液的挂(夹)具、镀件用蒸馏水清洗,将清洗过的水贮存在容器中,积聚到一定数量后按以下步骤回收:
①往废液中加入适量氨水(NH4OH),使铟沉淀,用热水洗涤数次;
②加入 20%浓度的硫酸并加温,将氢氧化铟[In(OH)3]变成硫酸铟(In(S04)3);
③再次加入氨水(NH4OH),使铟再次沉淀,并用热水洗涤 4 次~5 次至溶液无色;
④用 20%~30%浓度的盐酸将沉淀的氢氧化铟[In(OH)3]再溶解,并再将溶液中和呈中性;
⑤在上述溶液中再添加适量氨水,使氢氧化铟[In(OH)3]沉淀完全,用热水清洗沉淀;
⑥将沉淀溶解在硫酸中,使其生成硫酸铟。
若处理含有过多金属杂质的废液,则可经过以上工序④的溶液中加入略高于使用盐酸的毫升数 1/3 克重亚硫酸氢钠(NaHS03),并将溶液煮沸,使其再次沉淀,为检查沉淀是否完全,可取此溶液少量并加入少量亚硫酸氢钠进行检验,若见有沉淀,则应用添加少量亚硫酸氢钠并再煮沸,然后再按上法进行检验,直至再无沉淀反应为止。 将沉淀用热水洗 4 次~5 次,过滤去水分之后溶解在 20%浓度的硫酸中,供配制新镀液使用。
还有剩余内容未读



 搜索
搜索














