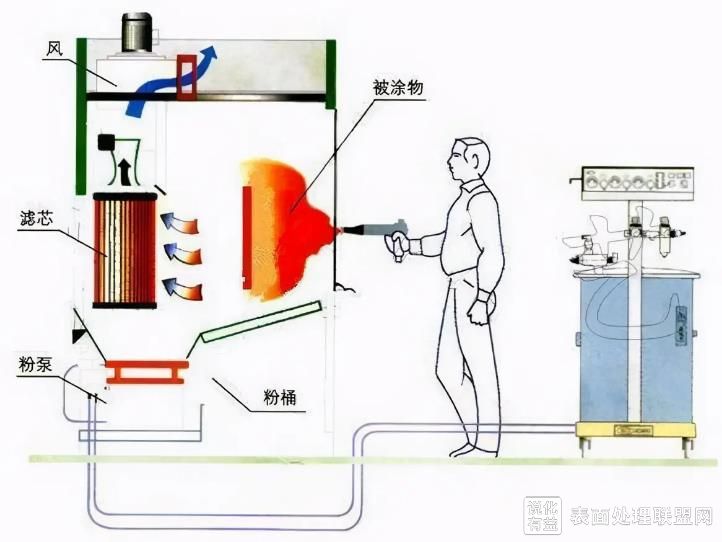
静电喷涂是一种常见的金属表面处理方式,其原理是在喷涂机静电作用下,将粉末喷涂到金属表面,从而在金属表面形成一种均匀覆盖且光滑美观的涂层。

静电喷涂是时代发展的产物,相较于传统的电镀工艺,静电喷涂更为方便,简单易操作,更重要的是安全性和环保性有了很大的提升。静电喷涂原理虽简单,但是喷涂工艺决定了喷涂效果,所以我们在进行静电喷涂时,一定要充分了解设备的工艺参数和掌握各种喷涂技巧,这样才能做到事半功倍。
那么静电喷涂工艺的参数主要有哪些呢?
静电喷涂工艺的参数设定是否正确将对喷涂产品的质量造成直观的影响,静电喷涂工艺所涉及的参数有:静电压力参数的设定、流速压力参数的设定、雾化压力参数的设定、涂料的参数设定、喷涂距离参数的设定、喷嘴型号参数的选定、输送链速度参数的设定等。
1、需知,静电喷涂工艺最重要的一定是静电压力的设定。静电压力一般以60-90KV为好,电压低会导致上粉率低,电压过高容易造成粉末反弹和边缘麻点,电压过高或过低,都会导致喷涂效果不理想,涂层着色不均,有碍观瞻。
2、流速压力参数最好设定在0.3-0.5MPa范围内,能够以较快的速度得到预期厚度涂层,流速压力越高,粉末的沉积速度就越快,有利于快速获得预定厚度的涂层,但是,物极必反,过高的流速压力会增加粉末用量和加速喷枪的磨损。。
3、雾化压力的设定会影响工件喷涂均匀性,最好设定在0.05-0.15MPa。既能够保证涂层均匀,又能够提升粉末的覆盖效果。适当增大雾化压力能够保持粉末涂层的厚度均匀,但过高会导致送粉部件快速磨损;适当降低雾化压力能够提高粉末的覆盖能力,但过低又容易使送粉部件堵塞。
4、喷涂距离及喷嘴型号等参数设定也会直接影响喷涂的效果,一般喷嘴距离工件200-300mm为好,喷枪口与工件距离过可能会产生放电,容易击穿粉末涂层,距离过远则会使增加粉末用量并且导致生产效率降低;喷嘴直径为14-18mm比较适合。
5、除此之外,还需要注意输送链速度最好保持在4.5~5.5m/min,输送链速度过快会引起粉末涂层厚度不够,过慢则会降低生产效率。
总的来说,近年来国家加大力度整治环境,诸多法案频出,表明了政府的决心,而静电喷涂相对于传统的电镀和空气喷涂,是一种非常经济环保的方式,非常值得提倡。
声明:说化有益·表面处理联盟网专业视角栏目旨在免费为同行提供知识共享和储存,所有文章均由业内专业人士发布(包括转帖),文末都会标注作者,版权归作者所有。文章仅代表作者本人的观点,本站不保证文章等内容的有效性。
知识互通,携手共进,我们欢迎各方(自)媒体,机构转载,引用我们原创内容,但需严格注明来源。同时,我们也倡导尊重与保护知识产权,如发现文章内容涉及侵权,请通过在线咨询进行投诉,我们会在第一时间核实处理。











